Protegidos com gás
Arames tubulares protegidos com gás, para uma soldagem perfeita.
EC 4871 S
Soldagem de aços C e aços baixa liga

Aplicações
Fabricação de máquinas e estruturas, tanques, flanges e tubos de caldeira.
Descrição
Eletrodo contínuo com alta resistência à tração. Excelente para aços sujeitos a trincas. Soldagem de aços com alto teor de enxofre e de fósforo ou de outros elementos adicionados para facilitar a usinabilidade.
Segue as Normas AWS A 5.20 E 71/T1 e AWS A5.20 E 81-T1Ni 1.
Metais de Base
Aços carbono e aços baixa liga.
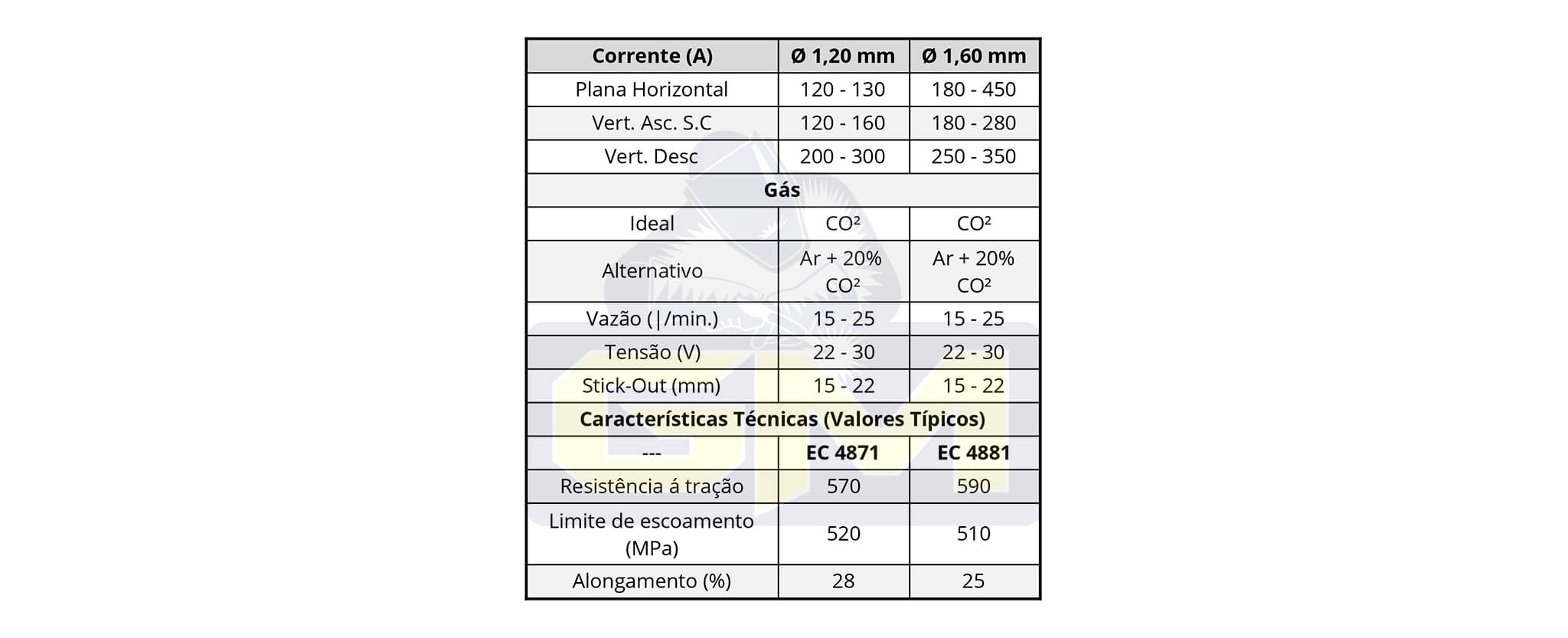
Características Técnicas
(Valores Típicos)
– Resist. à tração (MPa) 570
– Limite de escoamento (MPa) 520
– Alongamento: 28%
Parâmetros de soldagem
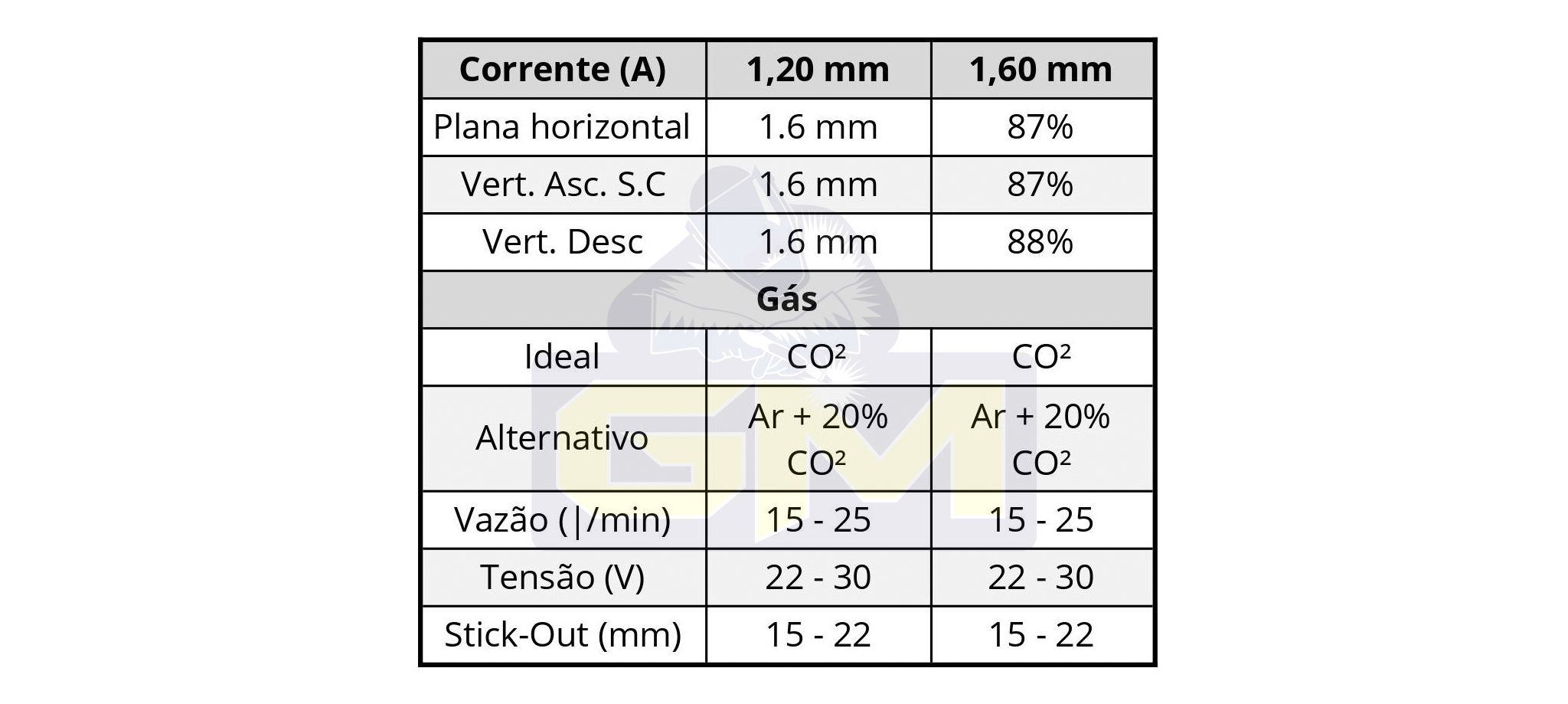
Procedimento para aplicação
Preparação: Eliminar contaminação superficial e remover o material fatigado e/ou fissurado por meio mecânico.
Preaquecimento: Recomenda-se o preaquecimento em função da porcentagem de carbono da espessura da peça.
Bitolas:
– EC 4871 S: 1,2 mm (3/64”) e 1,6 mm (1/16”)
Posição de Soldagem

EC 4881
Soldagem de aços C e aços baixa liga
Aplicações
Fabricação de máquinas e estruturas, tanques, flanges e tubos de caldeira.
Descrição
Eletrodo contínuo com alta resistência à tração. Excelente para aços sujeitos a trincas. Soldagem de aços com alto teor de enxofre e de fósforo ou de outros elementos adicionados para facilitar a usinabilidade.
Segue as Normas AWS A 5.20 E 71/T1 e AWS A5.20 E 81-T1Ni 1.
Metais de Base
Aços carbono e aços baixa liga.
Características Técnicas
(Valores Típicos)
– Resist. à tração (MPa) 590
– Limite de escoamento (MPa) 510
– Alongamento: 25%
Parâmetros de soldagem
Procedimento para aplicação
Preparação: Eliminar contaminação superficial e remover o material fatigado e/ou fissurado por meio mecânico.
Preaquecimento: Recomenda-se o preaquecimento em função da porcentagem de carbono da espessura da peça.
Bitolas:
– EC 4881: 1,2 mm (3/64”)
Posição de Soldagem
EC 4881 CrMo
Arame tubular para recuperação e soldagem de aços ligados CrMo
Aplicações
É designado para soldagem de aços de baixa liga do tipo Cr-Mo resistentes ao calor, aços similares e aços para cementação.
• Fabricação e reparo de caldeiras;
• Tubos e superaquecedores que operam entre 400 e 500 ºC;
• Vasos de pressão;
• Geradores de vapor;
• Recuperação dimensional de rodetes em usinas de açúcar;
• Recuperação de trincas em eixos de moendas;
• Recuperação dimensional de eixos em geral;
• Dentre outras aplicações.
Descrição
Arame tubular rutílico com baixo nível de hidrogênio difusível. Favorece a soldabilidade em todas as posições. Soldagem isenta de poros e trincas. Deposita um metal com aproximadamente 1,2% de Cr e 0,5% de Mo.
Características Técnicas
• Elevada taxa de deposição.
• Escória mínima.
• Cordões lisos, compactos, isentos de poros, trincas ou inclusões de escória.
• Alta resistência mecânica – MSM.
• Não há perda de pontas, arco estável.
• Redução da geometria do chanfro.
• Possibilidade de automatização.
• Diâmetros disponíveis: 1,2 e 1,6mm / Bobina de 15 kg.
Soldabilidade
O EC 4881 CrMo é indicado para soldagem mono ou multipasse em todas as posições, proporcionando cordões com excelente aparência e baixo nível de respingo, aliado a alta produtividade.
Características Mecânicas do Depósito
• Resistência à tração: ~650MP
• Alongamento (1-5d): ~25%
• Limite de escoamento: 590Mpa
• Dureza: ao soldar – ~ 200HB
Procedimento para aplicação
Preparação: Eliminar completamente os depósitos anteriores e/ou material fatigado com o ChamferTrode 03.
Preaquecimento: E em função do teor de C do aço e da espessura da peça a ser recuperada ou fabricada.
Para um carbono equivalente total recomendamos:
• até 0,29% C – Não é necessário o preaquecimento;
• de 0,25% C a 0,45% C – preaquecimento de 100-200ºC;
• de 0,45% C a 0,60% C – preaquecimento de 200-350ºC.
• Aços Manganês Hadfield 12%-14% Mn. Nunca soldar com temperaturas acima de 250ºC.
Aplicação:
Equipamento de Solda: Para arame 1,6 mm, usar o Processo MIG /MAG Soldagem: Um leve tecimento é recomendado a fim de se obter um depósito compacto e homogêneo. Utilizar “Stick-out” de 15mm.
Soldar com 100% CO2, com uma vazão de 15 – 20 litros/min e um “stick-out” de 15 a 20 mm.
Parâmetros de soldagem
EC 4881 Ni2
Arame tubular para alta tenacidade
Aplicações
Arame tubular rutílico com excelentes características de soldabilidade, soldagem em todas as posições. O metal de solda atende aos requerimentos de tenacidade a impacto a -50ºC. Atende a norma: AWS A5.36 – E81T1- Ni2.
Descrição
Arame tubular contendo 2,0% de Ni para soldagem de aços de baixa e média resistência onde a alta tenacidade é necessária. Permite produtividade extra utilizando em modo Spray, comparando aos arames tradicionais básicos em modo curto-circuito para soldagem vertical e sobre cabeça.
Metais de Base
Aços carbono e aços liga.
Características Técnicas
(Valores Típicos)
– Resistência à tração: 606 Mpa
– Limite elástico: 510 MPa
– Alongamento: 24 %
– Gás indicado: CO2
Tipo da Liga: Baixa liga (2,5% Ni)
Tipo de Revestimento: Rutílico.
Parâmetros de soldagem
Corrente: 110-300 A
Diâmetro: 1.2 mm
Eficiência: 3,2-14,5m/min
Taxa de Deposição: 1,3-5,8 kg/h
Tensão: 21-32 V
EC DO 2021
Soldagem de união/enchimento de aço carbono de alta deposição
Aplicações
Soldagem estrutural e construção pesada.
Descrição
Arame tubular tipo rutílico para soldagem de aços comuns de baixo e médio teor de carbono. Destinado à soldagem estrutural e construção pesada em geral, em um único passe ou multipasse. Possibilita elevada taxa de deposição, alta eficiência e fácil remoção de escória.
Metais de Base
Aço carbono.
Características Técnicas
(Valores Típicos)
– Alongamento: 25%
– Limite de escoamento: 480 MPa
– Resistência à tração: 550 MPa
– Segue norma AWS/ASME SFA 5.36; E70T1-C1A0-CS2
Parâmetros de soldagem
Corrente: 350-550 A
Diâmetro: 2,4 (3/32″)
Tensão: 30-34 V
Gases de Proteção:
Gás recomendado:
100% CO2
Bitolas: 2,4 mm (3/32”)
Posição de soldagem

EC EnDOtec
DO*4609 S
Soldagem de aços inoxidáveis e aços dissimilares
Aplicações
Soldagem de aços inoxidáveis.
Descrição
EC 4609 é um eletrodo contínuo tubular para união de almofada que deposita uma liga de Cromo/Níquel, que garante excelente resistência mecânica, alta resistência a trincas e elevado alongamento.
Aplicado com o processo TeroMatec ou MIG/MAG. Segue Norma AWS A5.22 E 309L-T1.
Metais de Base
Aços carbono, aços baixo e alta liga, aços manganês e aços inoxidáveis.
Características Técnicas
(Valores Típicos)
– Resistência à tração : 650 MPa
– Alongamento: 36 %.
Parâmetros de soldagem
Diâmetro: 1.2 mm (3/64″) e 1,6 (1/16″)
Corrente (A): 130-250 e 150-300
Tensão: 22-30 e 24-31
Gases de Proteção:
Taxa de vazão (l/min): 20 – 25
“Stick-out” (mm): 15 – 20
Procedimentos de Soldagem
Preparação Limpe a área, remova todo o material danificado com o ChamferTrode 3.
Preaquecimento Normalmente é dispensável, no entanto, os aços temperados, sobretudo as peças de maior espessura, devem ser aquecidas previamente entre 150-400°C. Para aços ligados, preaquecer a peça em função do carbono equivalente químico. Para aços inoxidáveis da seríe AISI 300. Não é recomendado o aquecimento. Para soldagem soldagem de aços manganês, controlar a temperatura entre passes de no máximo 260°C.
Soldagem: Solde com cordões filetados ou use a técnica de tecimento (2X) quando necessário. Mantenha o arco curto ou médio e a tocha a 70/80° em relação a peça.
Bitolas: 1,2 mm (3/64”) e 1,6 mm (1/16”)
Posição de soldagem
EnDOtec DO*12
Para revestimentos contra desgastes por abrasão com impacto e atrito metal-metal
Aplicações
Revestimento de facas na indústria de papel, e reciclagem de plástico, guias em indústria siderúrgica, raspadores, transportadores helicoidais.
Descrição
A liga EnDOtec DO*12 contendo como elementos de liga, Fe,Cr, Mo, foi especialmente desenvolvida para revestimentos de peças submetidas ao desgaste por abrasão com impacto, ao atrito metal-metal e submetidas a altas pressões. O depósito pode ser tratado termicamente. Aplicação com processo MIG/MAG. Depósito isento de trincas, alta taxa de deposição, isento de escória, fácil automação, baixa diluição, elevado rendimento metálico (95%), arco estável para revestimentos em arestas, os depósitos podem ser tratados termicamente.
Metais de Base
Aços carbono, aços baixa e alta liga e aços ferramenta.
Características Técnicas
(Valores Típicos)
– Dureza: 55 – 60 HRc;
Parâmetros de soldagem
Tipo de transferência: Short Arc e Spray Arc
Diâmetro: 1.2 mm (3/64″)
Corrente (A): 120-180 e 180-240
Tensão: 22-28 e 28-32
Gases de Proteção:
– Gás recomendado: 97.5% Ar, 2.5% CO2
– Alternativas: 80% Ar, 20% CO2
75% Ar, 25% CO2
CO2 puro.
– Vazão de gás (l/min): Short arc – 9 a 14
Spray arc – 14 a 23
Posição de Soldagem

Procedimento de Soldagem
Procedimento de Aplicação:
·Preparação: Eliminar os depósitos anteriores e o material fatigado com ChamferTrode Ò 03.
Preaquecimento: O preaquecimento depende do teor de carbono do aço e da espessura da peça, como segue:
– até 0.25%C não é necessário preaquecer,
– de 0.25% a 0.45%C preaquecer entre 100 e 200°C,
– acima de 0.45%C preaquecer entre 200 e 350°C
Os aços Manganês (12% – 14%) não devem ser preaquecidos e, durante a soldagem, a temperatura da peça não deve ultrapassar 250°C.
Soldagem: Para melhor acabamento do cordão de solda, use a tocha a 70° – 80° em relação a peça.
Bitola: 1,2 mm (3/64”)
EnDOtec DO*15
Utilizado para revestimentos contra desgastes combinados de alta pressão, abrasão e impactos severos.
Aplicações
Correntes transportadoras, facas de corte, matrizes de forjamento, estampos de cerâmica, martelos, roscas transportadoras, brocas e britadores.
Descrição
Ideal para peças submetidas ao desgaste combinado de pressão, abrasão e impactos severos. Os depósitos podem ser tratados termicamente. Depósito magnético, alta taxa de deposição, isento de escória, fácil automação, baixa diluição, grande faixa de utilização; 100 a 280 Amps, elevado rendimento metálico (95%), arco estável para revestimentos em arestas, depósitos podem ser tratados termicamente, depósitos duros e tenazes.
Metais de Base
Aços carbono, aços baixa e alta liga, aços manganês austenítico e aços ferramentas.
Características Técnicas
(Valores Típicos)
– Dureza: 53 – 58 HRc (após soldagem).
Parâmetros de soldagem
Tipo de transferência: Short Arc e Spray Arc
Diâmetro: 1.2 mm e 1,6 mm
Corrente (A): 120-180 e 160-220
Tensão: 22-27 e 25-30
Stick-out (mm): 14-20
Gases de Proteção:
Gás recomendado: 97.5% Ar, 2.5% CO2
Alternativas: 80% Ar, 20% CO2
75% Ar, 25% CO2
CO2 puro.
Vazão de gás (l/min): Short arc – 9 a 14
Spray arc – 14 a 23
Posição de Soldagem
Procedimento de Soldagem
Procedimento de Aplicação:
· Preparação: Eliminar os depósitos anteriores e o material fatigado com ChamferTrode 03.
Preaquecimento: Depende do teor de carbono do aço e da espessura da peça, como segue:
– até 0.25%C não é necessário preaquecer,
– de 0.25% a 0.45%C preaquecer entre 100 e 200°C,
– acima de 0.45%C preaquecer entre 200 e 350°C
Os aços Manganês (12% – 14%) não devem ser preaquecidos e, durante a soldagem, a temperatura da peça não deve ultrapassar 250°C.
Soldagem: Para melhor acabamento do cordão de solda, use a tocha a 70° – 80° em
relação a peça.
Bitola: 1,2 mm (3/64”)
EnDOtec DO*17
Revestimento de cilindro de moenda de ferro fundido ou aço carbono
Aplicações
Revestimento preventivo da lateral do friso e base para aplicação do picote em moendas.
Descrição
O EnDOtec DO*17 é um eletrodo microtubular especialmente desenvolvido para Usinas de Açúcar & Álcool e Destilarias para aplicações em frisos de cilindros de moenda. Apresenta elevada resistência ao desgaste combinado de abrasão/corrosão. Aplicado pelo processo MIG/MAG, permite automatização. Excelente ligação ao ferro fundido.
Metais de Base
Ferro fundido cinzento ou nodular e aço carbono.
Características Técnicas
(Valores Típicos)
– Dureza: 45 HRc – ferro fundido
– Isento de escória;
Parâmetros de soldagem
Tipo de transferência: Short Arc e Spray Arc
Diâmetro: 1.2 mm e 1,6 mm
Corrente (A): 120-250 e 140-320
Tensão: 17-22 e 24-31
Stick-out (mm): 15
Gases de Proteção:
– Gás recomendado: 75% Ar, 25% CO2
– Alternativas: 80% Ar, 20% CO2
CO2 puro.
– Vazão de gás (l/min): 12 – 16
Posição de Soldagem
Procedimento de Soldagem
Procedimento de Aplicação:
Preparação: Após o resfriamento do cilindro, aplicar diretamente. Em caso de ferro fundido contaminado ou de difícil soldabilidade, aplicar como almofada o EutecTrode 27 ou EnDOtec DO*21Ni.
Preaquecimento: Não é necessário Soldagem: Para aplicações manuais obtém-se uma ótima penetração com a tocha avançando a 60 – 70°. Em aplicações automatizadas, manter 80° em relação ao friso.
– Bitola: 1,2 mm (3/64”) e 1,2 mm (3/64”) SpeedPak
EnDOtec DO*17 Ni
Revestimento de cilindro de moenda de ferro fundido ou aço carbono
Aplicações
Revestimento preventivo da lateral do friso e base para aplicação do picote em moendas.
Descrição
O EnDOtec DO*17 Ni é um eletrodo microtubular especialmente desenvolvido para Usinas de Açúcar & Álcool e Destilarias para aplicações em frisos de cilindros de moenda. Apresenta elevada resistência ao desgaste combinado de abrasão/corrosão.
Aplicado pelo processo MIG/MAG, permite automatização.
Excelente ligação ao ferro fundido.
Metais de Base
Ferro fundido cinzento ou nodular e aço carbono.
Características Técnicas
(Valores Típicos)
– Dureza: 45 HRc – ferro fundido
– Isento de escória;
Parâmetros de soldagem
Tipo de transferência: Short Arc e Spray Arc
Diâmetro: 1.2 mm e 1,6
Corrente (A): 120-250 e 140-240
Tensão: 17-22 e 20-28
Stick-out (mm): 15
Gases de Proteção:
– Gás recomendado: 75% Ar, 25% CO2
– Alternativas: 80% Ar, 20% CO2
CO2 puro.
– Vazão de gás (l/min): 12 – 20
Posição de Soldagem
Procedimento de Soldagem
Procedimento de Aplicação: Preparação: Após o resfriamento do cilindro, aplicar diretamente. Em caso de ferro fundido contaminado ou de difícil soldabilidade, aplicar como almofada o EutecTrode 27 ou EnDOtec DO*21Ni.
Preaquecimento: Não é necessário
Soldagem: Para aplicações manuais obtém-se uma ótima penetração com a tocha avançando a 60 – 70°.
Em aplicações automatizadas, manter 80° em relação ao friso.
Bitola: 1,2 mm (3/64”) e 1,2 mm (3/64”) SpeedPak
EnDOtec DO*18
Revestimento antidesgaste resistente ao atrito metal-metal
Aplicações
Brocas, facas de corte, ferramentas de conformação a quente e a frio, moldes, punções e cilindros.
Descrição
Para revestimentos antidesgaste TeroCote em ferra-mentas, estampos, cilindros e peças sujeitas ao desgaste por atrito metal-metal com temperatura até 600°C.
Metais de Base
Aços carbono, aços baixa e média liga e aços ferramenta.
Características Técnicas
(Valores Típicos)
– Dureza: 62 HRc (após soldagem);
– Depósito magnético, duro e tenaz, pode ser tratado termicamente;
– Alta taxa de deposição e baixa diluição;
– Isento de escória, fácil automação;
– Arco estável para revestimentos em arestas.
Parâmetros de soldagem
Tipo de transferência: Short Arc e Spray Arc
Diâmetro: 1,6 mm
Corrente (A): 120-250 e 180-320
Tensão: 17-22 e 29-31
Stick-out (mm): 15 e 20
Gases de Proteção:
– Gás recomendado: 80% Ar, 20% CO2
75% Ar, 25% CO2
– Alternativas: CO2 puro.
– Vazão de gás (l/min):
Short arc – 15 a 20
Spray arc – 18 a 23
Posição de Soldagem
Procedimento de Soldagem
Preparação: Eliminar depósitos anteriores e o material fatigado mecanicamente ou com o ChamferTrode 03. Preaquecimento: O preaquecimento depende do teor de C e da espessura da peça. Até 0,25% C – não preaquecer. De 0,25 a 0,45% C – preaquecer entre 100 e 200°C. Acima de 0,45% C – preaquecer entre 200 e 350°C.
Soldagem: Para melhor acabamento do cordão de solda, use a tocha a 70 – 80° em relação à peça.
Bitola: 1,6 mm (1/16”).
EnDOtec DO*21 Ni
Melhor ligação com o ferro fundido.
Estrutura metálica estabilizada com Titânio.
Aplicações
– Soldagem da camada de base no revestimento de frisos de moendas;
– Recuperação de quebra de frisos.
Descrição
O EnDOtec DO*21 Ni é um eletrodo contínuo tubular desenvolvida para soldagem de Ferro Fundido, especialmente desenvolvido para ser depositado na camada de base no revestimento da crista dos frisos de camisas de moendas. Esta estrutura melhora a ligação da camada de revestimento, pois sua estrutura é estabilizada pelo titânio e o resultado deste depósito é um material de melhor ligação com o ferro fundido, apresentando um menor índice de trincas e um maior alongamento. A estabilidade do arco do EnDOtec DO*21 Ni facilita a soldagem mesmo sobre eventuais camadas de óxido (ferrugem) ou superfícies contaminadas resultando em um depósito denso e livre de poros, facilitando a soldagem em camisas refrisadas.
Metais de Base
Ferro Fundido Cinzento ou Nodular.
Características Técnicas
(Valores Típicos)
– Dureza: 30 HRc (01 passe de solda em ferro fundido)
– Diâmetro disponível: 1,2 mm
Parâmetros de soldagem
Corrente (A): 140-250
Tensão (V): 23-29
Tipo de deposição: Short Arc
Stick out: 15mm
Gases de Proteção:
– CO . puro. 2
– Vazão de gás: 12 a 20 l/min.
Posição de Soldagem
Para melhor acabamento do cordão de solda, use a tocha de 70 a 80º em relação a peça.
Vantagens
– Excelente ligação ao ferro fundido;
– Baixo índice de trincas;
– Excelente soldabilidade:
– arco estável
– baixo índice de respingos
– Perfil uniforme na crista dos cordões.
EnDOtec DO*25
Para revestimento de frisos de Camisas de Moenda
Aplicações
Soldagem da camada de base no revestimento de Frisos de Moendas, recuperação de quebra de frisos, recuperação de peças e partes em ferro fundido.
Descrição
É uma liga desenvolvida para depositar a camada de base no revestimento do topo dos frisos de camisas de moendas de produção de açúcar e álcool. A força do arco do DO*25 facilita a penetração sobre eventuais camadas de óxido (ferrugem) ou superfícies contaminadas resultando em um depósito denso e livre de poros. A composição química balanceada, 25% de elementos de liga em base Ferro, permite uma excelente ligação com o metal de base, evitando a propagação de trincas geradas em revestimentos posteriores feitos com ligas FeCrC. Aplicado com processo MIG/MAG.
Metais de Base
Ferro fundido cinzento ou nodular e aço carbono.
Características Técnicas
(Valores Típicos)
– Dureza: 30 HRc – ferro fundido
Parâmetros de soldagem
Tipo de transferência: Short Arc
Diâmetro: 1.2 mm (3/64″)
Corrente (A): 110-150
Tensão: 20-25
Stick-out (mm): 15
Gases de Proteção:
– Gás recomendado: 75% Ar, 25% CO2
– Alternativas: 80% Ar, 20% CO2
CO2 puro.
– Vazão de gás (l/min): 12 – 16
Posição de Soldagem
Procedimento de Soldagem
Preparação: Após o resfriamento do cilindro, aplicar diretamente. Em caso de ferro fundido contaminado ou de difícil soldabilidade, aplicar como almofada o EutecTrode 27 ou EnDOtec DO*21Ni.
Preaquecimento: Não é necessário
Soldagem: Para aplicações manuais obtém-se uma ótima penetração com a tocha avançando a 60 – 70°. Em aplicações automatizadas, manter 80° em relação ao friso.
Bitola: 1,2 mm (3/64”).
EnDOtec DO*395N
O primeiro arame tubular no Brasil com Nanotecnologia
Aplicações
– Roscas sem fim;
– Roscas de extrusão;
– Pás e lâminas de misturadores;
– Transportadores de alta pressão;
– Pás secadoras de escória;
– Ventiladores de exaustão;
– Chutes de transferência;
– Misturadores;
– Pás misturadoras de asfalto;
– Misturadores de moinhos de carvão.
Descrição
O EnDotec DO*395 N é uma liga metálica multicomponente a qual apresenta uma estrutura uniforme ou, tecnicamente falando, “vitrificada”, o qual é obtida durante o processo de solidificação.
O depósito do EnDOtec DO*395 N é uma microestrutura cristalina, com grãos finos e de tamanho nano, e carbonetos de alta dureza dispersos na matriz de forma homogênea.
O mais importante é que obtivemos altas durezas, em uma matriz mais dúctil e resistente a médios impactos.
Metais de Base
Aço carbono, aço ligado, aço inoxidável, aço manganês e ferro fundido.
Características Técnicas
(Valores Típicos)
– Dureza (depósito em 1 passe): 68-70 HRc
– Dureza (depósito em 2 passes): 69-70 HRc
– Limite de temperatura: ~1400ºF (~750ºC)
Parâmetros de soldagem
1,6 mm ø / 23-26 V / 170-220 A / Stick-out: 16-22 mm
Gases de Proteção:
– Gás recomendado: 98% Ar, 2% O2
– Alternativas: 80% ar, 20% CO2
– Vazão de gás (l/min): 15-17
Posição de Soldagem
Vantagens
– Superior dureza no primeiro passe;
– Alta resistência a abrasão com tenacidade;
– Baixa diluição;
– Dureza em altas temperaturas;
– Camadas acima de 8mm com 1 passe;
– Melhor relação custo x benefício.
EnDOtec DO*4405
Alta resistência a cavitação, corrosão, compressão, choques térmicos e mecânicos
Aplicações
Matrizes para deformação e corte a quente, pistas de rolamento, punções/roletes de moendas, reparos de links, facas de corte e reparos de peças fundidas.
Descrição
Eletrodo contínuo tubular para utilização pelo processo MIG/MAG, cujo depósito é usinável, resistente a trincas e a choques térmicos e mecânicos. Ideal para reconstrução de peças e partes sujeitas ao impacto a quente ou a frio, abrasão média e altas pressões. Excelente resistência ao desgaste metal/metal até ~500ºC. Excelente soldabilidade, depósito com escória protetora de fácil remoção. · Ideal para multi-camadas. Depósito usinável.
Metais de Base
Liga tipo aço ferramenta.
Características Técnicas
(Valores Típicos)
– Dureza: como soldado: ~42 HRc (em aços tipo SAE 1010).
Parâmetros de soldagem
Gases de Proteção:
Gás recomendado:
97,5% Ar + 2,5% CO2
Alternativas:
80% Ar + 20% CO2
75% Ar + 25% CO2
CO2 puro.
Vazão de gás (l/min):
Short Arc: 9 – 14
Spray Arc: 14 – 23
Posição de Soldagem
Procedimento de Soldagem
· Preparação:
Eliminar os depósitos anteriores e o aterial
fatigado com ChamferTrode 03.
· Preaquecimento: seguintes recomendações com relação ao teor de carbono:
– até 0.25%C não é necessário preaquecer,
– de 0.25% a 0.45%C preaquecer entre 100 e 200°C,
– acima de 0.45%C preaquecer entre 200 e 350°C
Os aços Manganês (12% – 14%) não devem ser preaquecidos e, durante a soldagem, a
temperatura da peça não deve ultrapassar 250°C.
· Soldagem:
Para melhor acabamento do cordão de solda, use a tocha a 70° – 80° em relação à peça.
Bitolas: 1,6 mm (1/16”).
EnDOtec DO*4410
Alta resistência a deformação a quente e a altas pressões
Aplicações
Para revestimento em ferramentas de trabalho a quente como matrizes, insertos, rebarbadores em forjarias, mol-des de injeção de ligas leves, facas para corte a quente, etc. Para revestimentos em partes e peças sujeitas a altas tensões de compressão com atrito metal-metal acompanhado de choques térmicos, como rolos de lingotamento contínuo, roletes de moendas.
Descrição
Eletrodo contínuo tubular para utilização pelo processo MIG/MAG, cujo depósito consiste em matriz martensítica com partículas esféricas de Carbonetos ligados, com alta tenacidade e dureza a quente. Depósito altamente resistente a formação de trincas térmicas. Esta combinação permite que os depósitos do EnDOtec DO*4410 sejam resistentes à deformação a quente, bem como solicitação em altas pressões.
Metais de Base
Liga tipo aço ferramenta.
Características Técnicas
(Valores Típicos)
– Dureza: como soldado: ~50 HRc (em aços tipo SAR 1010);
– Revenido a 450-500°C: ~48HRc
Parâmetros de soldagem
Gases de Proteção:
Gás recomendado:
97,5% Ar + 2,5% CO2
Alternativas:
80% Ar + 20% CO2
75% Ar + 25% CO2
CO2 puro.
Vazão de gás (l/min):
Short Arc: 9 – 14
Spray Arc: 14 – 23
Bitolas: 1,6 mm (1/16”)
Posição de Soldagem
EnDOtec DO*4451
Alta resistência a deformação a quente e a altas pressões
Aplicações
Para revestimentos em partes e peças sujeitas a altas tensões de compressão com atrito metal-metal acompanhado de choques térmicos, como rodetes, rolos de lingotamento contínuo, roletes de moendas.
Descrição
Eletrodo contínuo tubular para utilização pelo processo MIG/MAG, cujo depósito consiste em matriz martensítica com partículas esféricas de Carbonetos ligados, com alta tenacidade e dureza a quente. Depósito altamente resistente a formação de trincas térmicas. Esta combinação permite que os depósitos do EnDOtec DO*4451 sejam resistentes à deformação a quente, bem como solicitação em altas pressões.
Metais de Base
Ligas tipo aço ferramenta e aço carbono.
Características Técnicas
(Valores Típicos)
– Dureza: como soldado: ~52 HRc (em aços tipo SAR 1010);
– Revenido a 450-500°C: ~45HRc
Parâmetros de soldagem
Tensão: 30 – 35 V
Corrente: 280 – 310 A
Gases de Proteção:
Gás recomendado:
97,5% Ar + 2,5% CO2
Alternativas:
80% Ar + 20% CO2
75% Ar + 25% CO2
CO2 puro.
Vazão de gás (l/min):
Short Arc: 9 – 14
Spray Arc: 14 – 23
Bitolas: 1,6 mm (1/16”)
Posição de Soldagem